CNC
Here on GRT, we are fortunate enough to have a CNC mill in our shop dedicated to team usage. This opens up all kinds of possibilities when we design and manufacture parts for prototypes, the robot, and other projects. Our original CNC mill was a used Hurco machine, far older than the team itself. Although it could produce parts with complex contours, the software was difficult to work with and highly limiting, and the control hardware began to sporadically fail. With a generous grant from our sponsor the Palo Alto Partners In Education, we were able to purchase a Milltronics VKM4 mill in 2009.
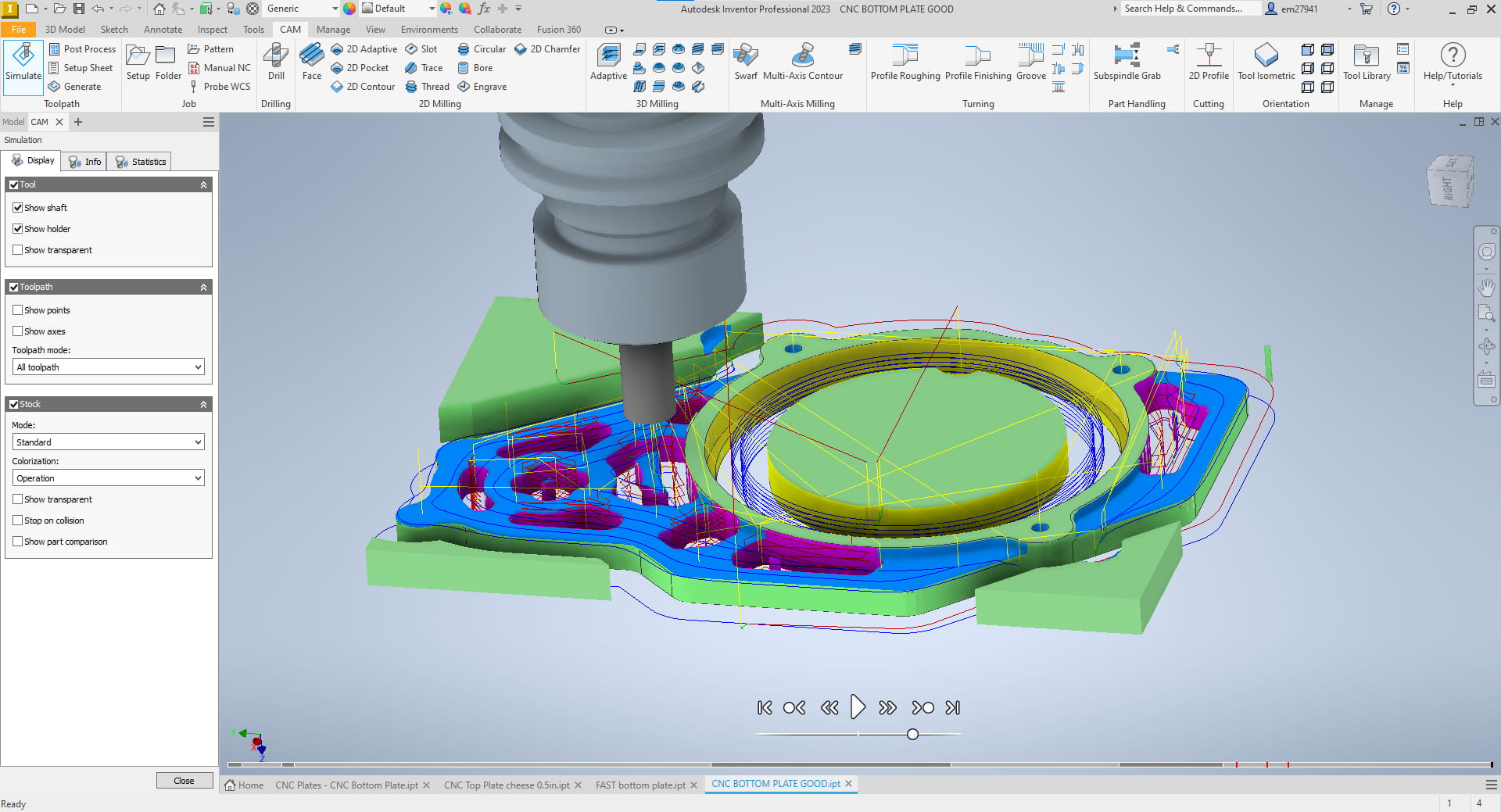
Autodesk Inventor is used to generate toolpaths for the CNC mill.
The CNC is much more complex than using a manual mill. Because of this, we require all students who wish to be trained on the CNC to be well versed with our Bridgeport manual mills. During Fall 2010, a few of our rookie team members took an interest in our machine, affectionately named Fluffy. They spent hours learning machine operation and how to use CAM software with one of our mentors. Ever since then, the CNC group has been a consistent, highly skilled group within the team.
Our primary role within the team is manufacturing the most complicated and intensive mill pieces that the team produces: the plates for our custom gearboxes. Our gearboxes are freshly designed or iterated upon every year, meaning the needs for each run of plates differs from year to year, and often week to week during build. The other primary manufacturing goal of the CNC group also lies within the realm of drive train, and that is manufacturing the box beam tubes that house the belts for the drive system. These two main production tasks require an intense knowledge of our chosen CAM software, MasterCAM, as well as of the machining process in general.

A CNC member inserts a collet into the CNC mill.
To prepare students for this work we run a complex training program every fall to prepare the students in the group for meeting the needs of the team. When we do not have any drive train machining on our plates, we transition to producing the more complicated mechanism parts for the robot that often cannot be produced efficiently on one of our manual mills. If we even get ahead of that task, we start machining less complicated parts to speed up the manufacturing process. Parts run on Fluffy are often pocketed in order to save weight for competition requirements and add a little flair.
The biggest challenge we encounter is workholding. We will often need to come up with creative solutions to holding our stock metal, plastic, or whatever else we happen to be machining. The majority of our time spent using the mill is all about figuring out how to mount the stock for typically unique parts. It will not be uncommon for us to have to create mounting fixtures, such as aluminum or wooden sub-plates that we bolt and clamp the stock to. Sheet metal tends to be difficult to mount effectively due to bending and the necessity of using a mount plate. The challenge of workholding is greatest when machining very large parts, especially when those parts exceed Fluffy's travel range and require multiple CAMs and remounting, as zeroes and orientation must be maintained when repositioning the part.